Как понять, на какие характеристики смотреть
Прежде чем погружаться в сравнения, давайте немного вспомним матчасть. Ведь чтобы сравнивать характеристики, неплохо хотя бы немного представлять, что это вообще такое. Погнали занудствовать. Я не буду упираться в научную терминологию и назову не все характеристики, а только те, которые, на мой взгляд, решают.
Внимание! Впереди вас ждет несколько разделов с объяснением базовых терминов. Если вы уже имеете солидный опыт в 3D-печати, то оно вам, наверное, не очень-то и надо. Переходите по оглавлению к интересующему разделу. Но если хотите убедиться, что дальше мы точно будем говорить на одном языке, или если вы только начинаете свой путь в этом направлении, то рекомендую все же прочитать.
Механические свойства: как материал будет вывозить происходящее
Это моя вотчина и стихия, в лаборатории мехиспытаний и разрушений я провела слишком много времени, чтобы это не повлияло на мое мировоззрение. Кстати, тут важно понимать, что при испытании напечатанных образцов на результаты будет влиять вертикальное/горизонтальное расположение слоев.
Еще будучи бедными и несчастными студентами, мы с однокурсниками получили задачу — сделать 10 образцов на группу: пять напечатать, расположив модель горизонтально, еще пять — вертикально. Мы разделили обязанности между двумя половинками мозга и одну благополучно выкинули. В итоге коллективно принесли 10 горизонтальных образцов. По невероятной случайности другая группа накосячила ничуть не меньше и принесла 10 вертикальных образцов. Такого наглядного и счастливого сочетания принципов «минус на минус дает плюс» и «никаких денег, только бартер» я еще долго не видела.
Прочность на растяжение показывает, какое напряжение нужно приложить, чтобы материал порвался, прямо как ваши мечты.
Вот пример такого испытания (испытывали и материал, и лаборанта):

Модуль упругости определяет, насколько материал сопротивляется деформации. Высокий модуль означает, что материал жесткий (например, ABS), как взгляд научрука на мой диплом. Низкий — материал гибкий (тот же TPU), как мой ответ на незаданный вопрос «Что это за водища на 60 страниц была в предыдущей статье?».
Ударная вязкость характеризует способность материала поглощать энергию удара без разрушения. Хрупкие материалы (PLA) ломаются, вязкие (Nylon, ABS) — деформируются и проявляют гибкий подход к работе.
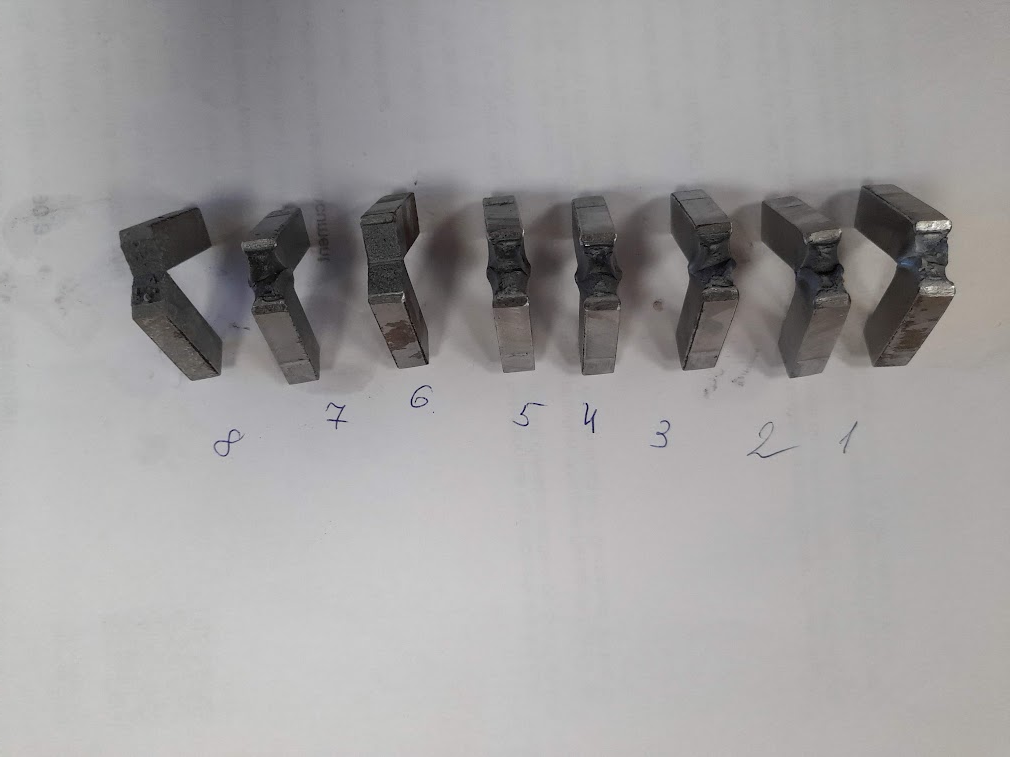
Вот пример того, как выглядят металлические образцы после испытания на ударную вязкость по Шарпи:
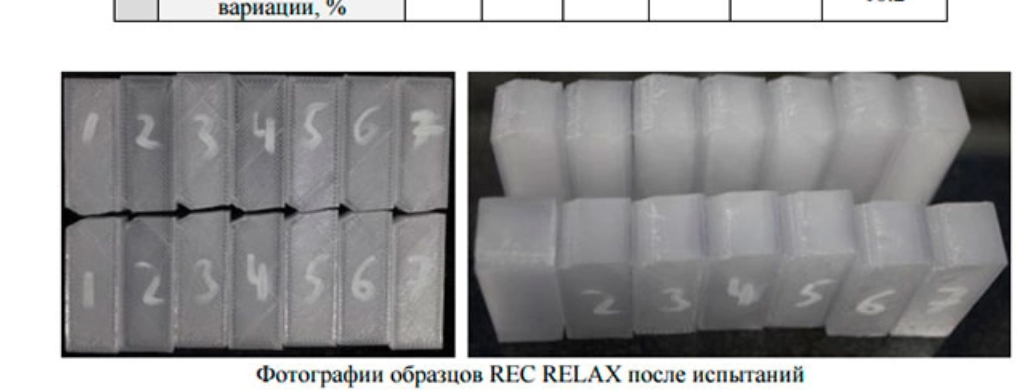
А вот так уже образцы филаментов:
Эластичность, ну или упругость, если угодно — это способность материала растягиваться и возвращаться к исходной форме.
Из основных осталась твердость — это сопротивление материала местной поверхностной деформации. А тут как-то был сломан алмазный индентор о стальную пластину — мир науки полон магии и объяснений в стиле «наверное, был внутренний дефект».
Термические свойства: как материал относится к температуре
Температура печати — это тот диапазон градусов, при котором пластик милостиво соглашается расплавиться до пригодного для печати состояния, а не безвольно вытечь или застрять по дороге на свободу. Угадали — получите деталь. Не угадали — вот вам повод закатить глаза с мыслью «да блииин, опяять» и отправиться чистить экструдер или отдирать нечто аморфно-некрасивое от стола.
Термостойкость — способность детали соблаговолить сохранять форму и механические свойства при длительном воздействии высоких температур, а не развалиться в ностальгии по былым временам.
Усадка — супер-пупер-важный показатель, если вам важно попасть в размеры детали. Насколько материал сжимается при остывании? Известно только богу и производителю, однако вы будете на шаг впереди, если понимаете общую тенденцию по разным материалам. Например, высокая усадка у ABS — главная причина коробления и отслоения модели от стола.
Химические и экологические свойства: как материал ведет себя в окружающей среде
Гигроскопичность — это способность впитывать влагу из воздуха и становиться неприлично непригодным для печати. Высокая гигроскопичность заставит вас плакать и впитает ваши слезы, так что обращайте внимание на этот показатель при хранении катушек, чтобы избежать расплаты за беспечность и переплаты из-за покупки новых расходников. В целом лучше хранить филаменты в герметичных контейнерах или вакуумных пакетах с силикагелем, а если есть особый душевный порыв или производственная необходимость, то можно расщедриться на скромную сушку или даже сушильный шкаф.
Устойчивость к химическим воздействиям — способность не растворяться в моменте, как баунти под действием растворителей, масел, кислот, щелочей. Например, ABS растворяется в ацетоне, чем радует печатников, которым не нужна химическая стойкость, но важно качество поверхности у детали. Ацетоном можно выравнивать слоистость и неровности. Вот такой пример с 3DBenchy:

УФ-стойкость определяет, можно ли материалу лететь в Египет без SPF или не стоит (кстати, подумайте дважды и вы). Ультрафиолет способствует разрушению и выцветанию под воздействием солнечного света (ASA обладает высокой УФ-стойкостью, а ABS — низкой).
Биоразлагаемость, или способность думать о будущем подрастающего поколения — это способность материала разлагаться. И это главное преимущество PLA.
Технологические свойства печати: кто кого поработит, или почему вы можете думать, что принтер ненавидит именно вас
Адгезия к столу — магия, определяющая, останется ли ваш первый слой мирно лежать, или же он решит отправиться в самостоятельное путешествие по комнате, завернувшись в коврик из соплей пластика. Идеальная адгезия — когда после печати вы с риском для детали и стола пытаетесь ее отодрать, так что тут важен баланс. Существует большое количество разнообразных лайфхаков и средств по улучшению адгезии, но это уже совсем другая история.
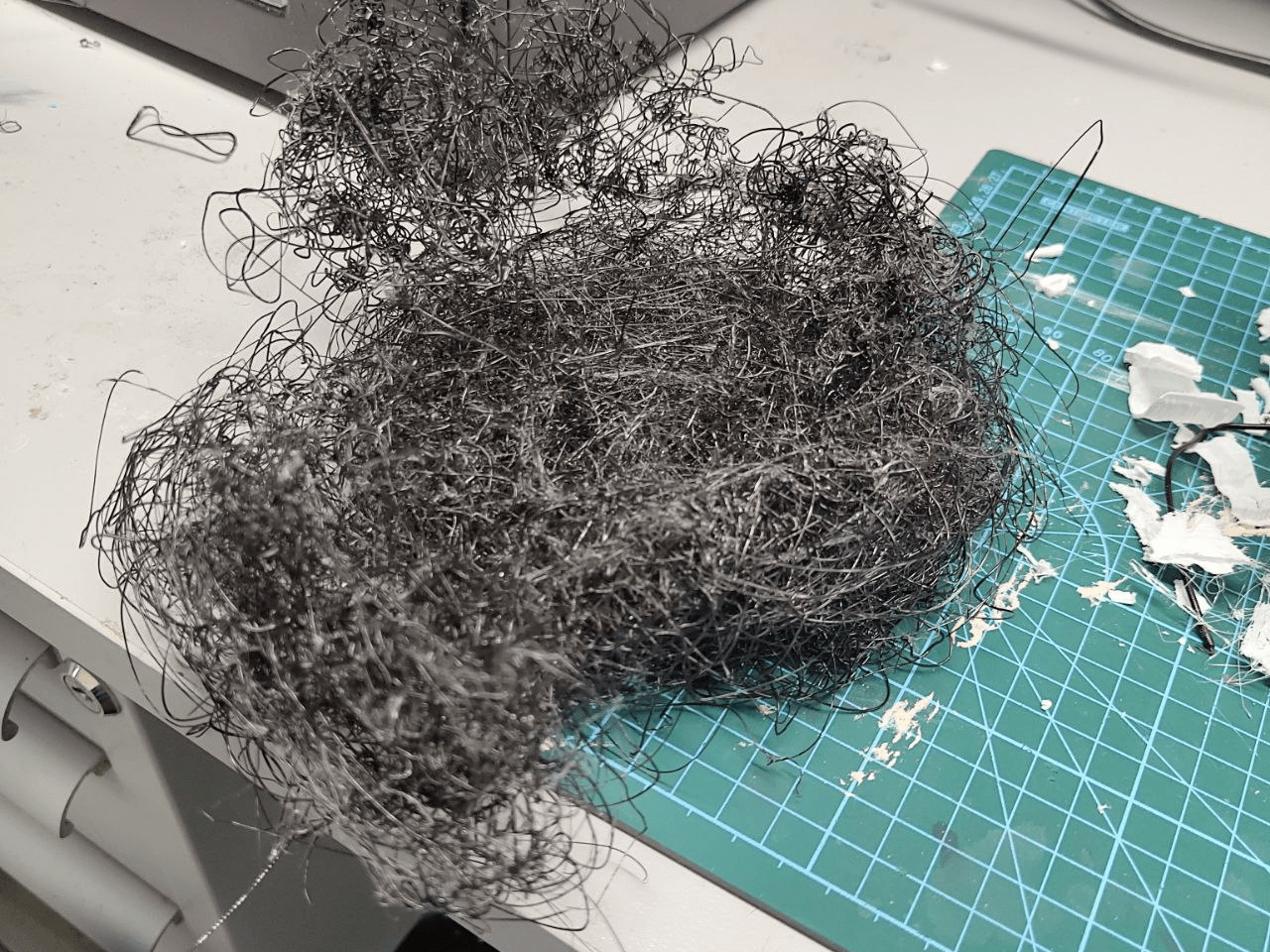
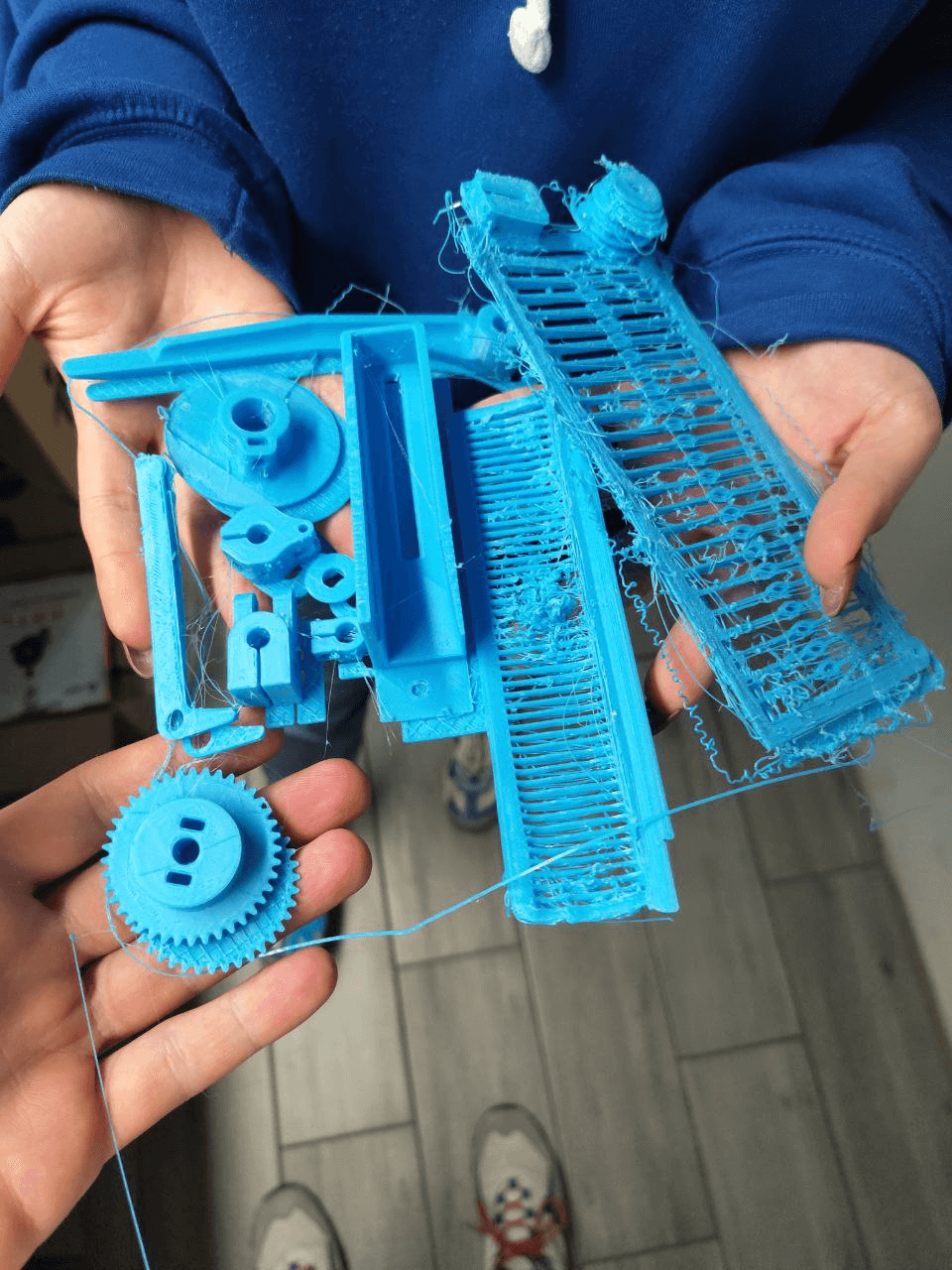
Если адгезия слишком слабая, то деталь просто оторвется вместе с вашими последними нервными клетками и через несколько часов печати вы получите примерно следующее:
Адгезия слоев — трогательная способность слоев пластика терпеть друг друга, ей не научит ни один тимбилдинг. При низкой адгезии слои ведут себя как соседи в коммуналке: вроде рядом, но при первой же нагрузке дружно кричат «Я его не выношу! А ну отойди на три метра, чернь!».
Стрингинг (ну или «волосы») — это склонность к образованию тонких нитей пластика между деталями модели, характерная для PETG. В целом это влияет в основном на эстетику (хотя большое количество таких волосинок может свидетельствовать о неправильном выборе температуры печати) и фиксится обработкой горячим воздухом (зажигалкой или тепловым пистолетом). Иногда, в тяжелых случаях — безжалостной механической постобработкой с использованием кусачек, канцелярского ножа и прочего холодного оружия. В качестве завершающего этапа можно подшлифовать пострадавшие зоны, чтобы повысить качество поверхности.
Вот пример ситуации, где нескольких ошибок при печати привели к стремительному выпадению волос у автора и наращиванию волос у напечатанной детали (не делайте так, а если сделали — подумайте о своем поведении). Кстати, пластиковые волосы от такой детали будут повсюду после постобработки.
Необходимость в охлаждении определяет, насколько материал нуждается в обдуве вентилятором для формирования четких деталей. Если вы долго не можете понять, что не так с печатью, возможно, проблема именно в нем. Угадать с режимом обдува — ключ к тому, чтобы деталь не выглядела как подтаявшее мороженое.
Общие свойства
Прозрачность. Просто знайте, что некоторые материалы (PETG, PC) можно печатать с высокой степенью прозрачности.
Пищевая безопасность. Надеюсь, вам не придет в голову есть то, что напечатано на 3D-принтере, но все равно помните о теоретической возможности контакта изделия с пищей. Здесь важно понимать, что даже пищевые филаменты небезопасны для еды из-за микропор в отпечатке, где размножаются бактерии.
Абразивность — это способность материала изнашивать сопло принтера. Чистые пластики не абразивны, но материалы с добавками (углеволокно, стекловолокно, металл) требуют стойкого сопла, поскольку силу трения при подаче материала никто не отменял, а трение об абразив — то еще удовольствие.
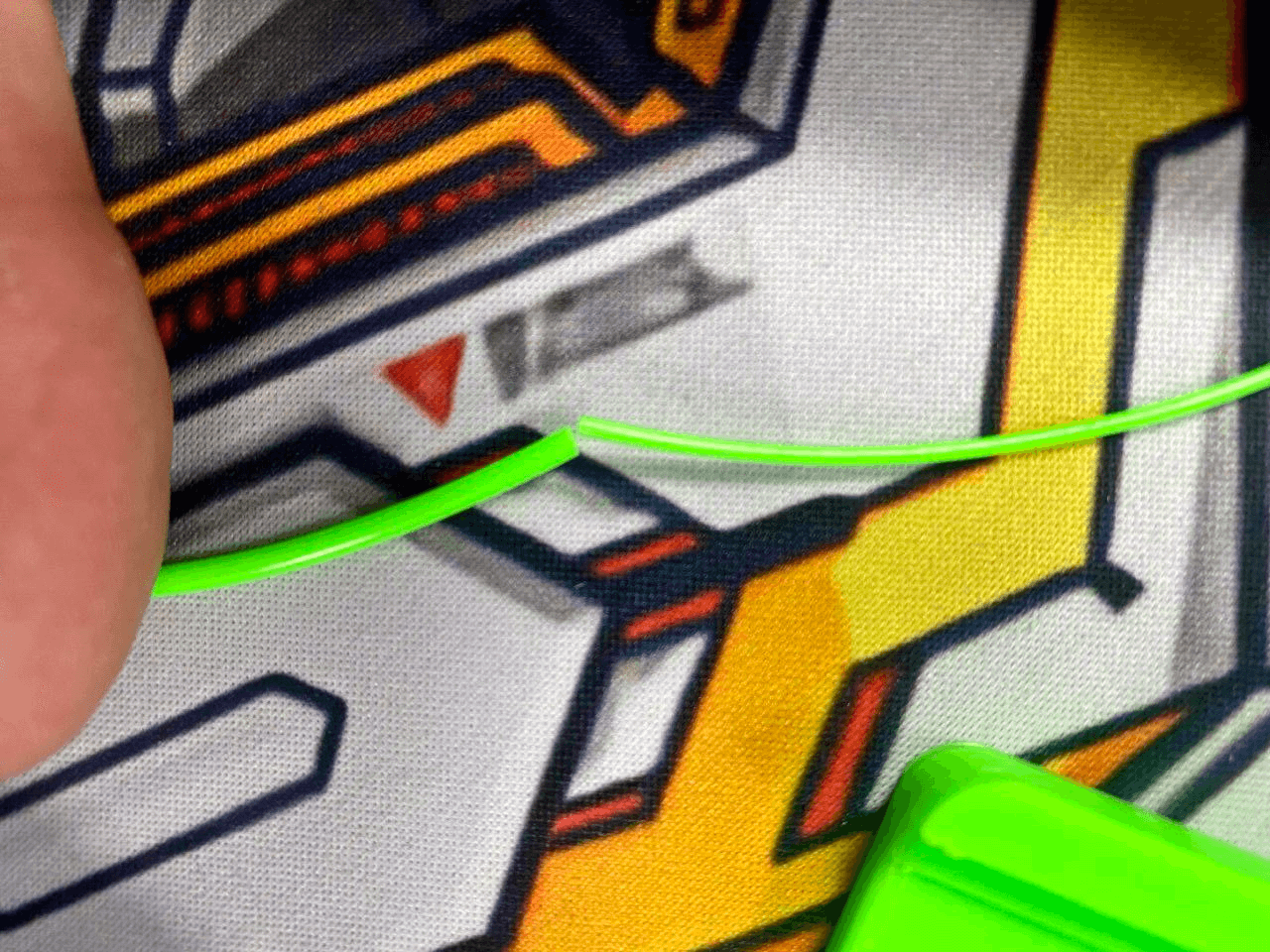
О, тут еще стоит отметить, что у некоторых пластиков может быть непостоянный диаметр прутка, а вы об этом узнаете в самый неподходящий момент. На фото пример сравнения толщины филамента из одной катушки… Ну, ситуация находится исключительно в пределах погрешности))
Вроде бы справились! Минута молчания в честь павших во время прочтения товарищей. Но дуолинго снова гордится вами, ибо такого рвения и тяги к знаниям он не видел с прошлой статьи про 3D-печать.
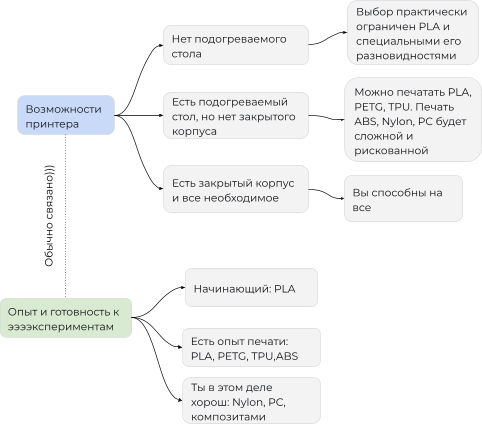
Алгоритм выбора материалов
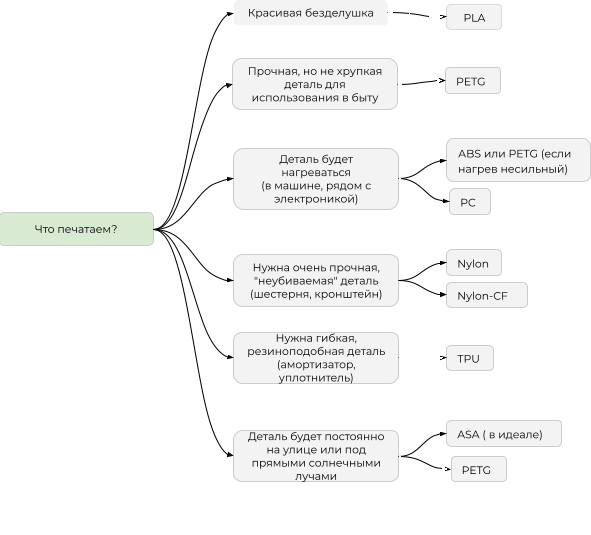
Конечно, лирика — это чудесно, но попробуем свести все это в более структурированный вид. Материалы важно выбирать с учетом назначения, опыта и оборудования. Ниже я попробовала хоть как-то систематизировать свои знания.
Давайте же посмотрим на наших героев более детально
Немного подробностей для пытливых умов, которым недостаточно поверхностного анализа.

Сравнительный анализ и практическое руководство по выбору
Чтобы наглядно сравнить материалы, посмотрим на них вплотную. Тут нет спецматериалов или материалов с присадками, поскольку это для самых упоротых любознательных, у которых уровень С1 в языке 3D-печати, а мы пока на первых уроках.
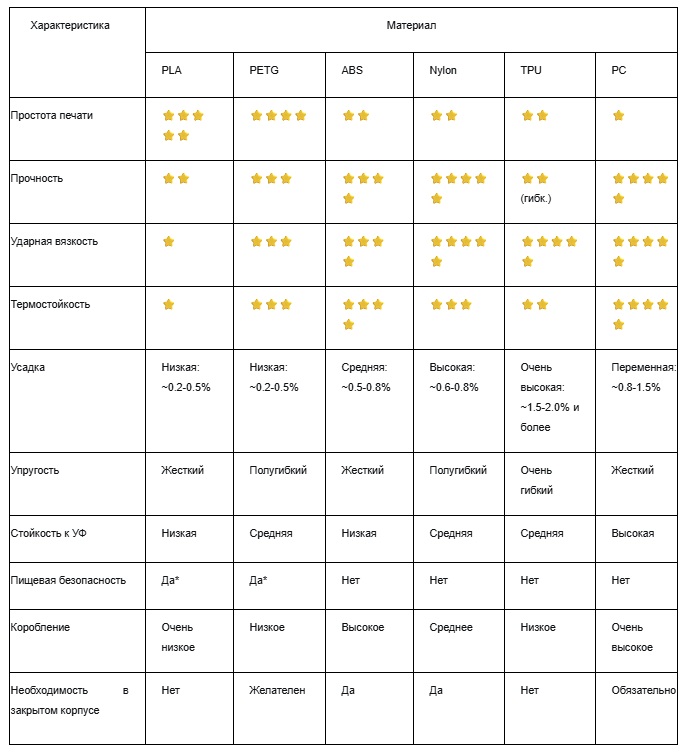
*Примечание: пищевая безопасность достигается только при использовании нержавеющего сопла, специальных настроек и последующей обработки модели. Общая рекомендация — не ешьте то, что печатаете. И вообще постарайтесь, чтобы изделия не контактировали с вашей едой.
Можно взглянуть на эту классификацию более детальным образом. Если согласны, то погнали душнить дальше.
PLA (полилактид)
PLA — без преувеличения, самый популярный материал в мире любительской 3D-печати. Это Фродо вашей катушки. Скромный, предсказуемый, дружит со всеми. Он не создан для суровых битв, готов броситься грудью на амбразуру первых проб 3D-печати, но как станет тяжко, Сэм его понесет…ну или кто-нибудь еще.
Разновидности: PLA+, Silk PLA (шелковый, с блеском), Wood PLA (с древесными волокнами), Glow-in-the-Dark (светящийся), Metal PLA (с металлической пудрой) и многие другие. PLA+ (или «усиленный» PLA) часто обладает повышенной прочностью и ударной вязкостью.
PETG (полиэтилентерефталатгликоль)
PETG — это компромисс между простотой PLA и прочностью ABS, просто Сэм, золотая середина Братства. Он не мямля и не воин, он просто делает свою работу. Он тот, на кого можно положиться в 95% ситуаций. Это практичный малый, который доведет ваш проект до Мордора, даже если останется последним невыгоревшим сотрудником.
Также есть разные модификации с добавлением присадок. К примеру, PETG-E и PETG-CF — это PETG с добавками, улучшающими текучесть, или армированный углеволокном для большей жесткости.
ABS (акрилонитрилбутадиенстирол)
ABS — это Арагорн. Настоящий король-долгожитель, сильный, прошедший через огонь и воду, с немного сложным характером. Чтобы раскрыть его потенциал, нужно принять его со всеми сложностями: он требует особых условий (закрытый корпус), а его пары выдают в нем небольшого токсика. Однако, если вы докажете свою пригодность, он станет вашим самым мощным союзником.
Лучшее солнышко этой вселенной — конечно, ABS+. Модифицированный ABS с уменьшенной усадкой и улучшенной ударной вязкостью.
Nylon (полиамид)
Nylon — это Гимли. Невероятно прочный, просто так не умрет, идеальный воин для битвы (шестерни, износостойкие детали). Но у него есть фатальная слабость в виде дикой гигроскопичности, а все знают, что гномы не созданы для воды.
У него есть интересные разновидности: Nylon 6, Nylon 66, Nylon 618, Nylon 645. В целом еще и часто армируются углеволокном (Nylon CF) или стекловолокном для увеличения жесткости и термостойкости.
TPU (термополиуретан)
TPU — это гибкий и эластичный материал, открывающий класс «мягких» 3D-моделей.
Другими словами, это Леголас. Невероятно гибкий, эластичный и изящный. Он движется с плавностью, недоступной другим. Печать им требует правильного оборудования (прямой экструдер), иначе его вольная природа возьмет верх и вы получите ботинком в затылок (филамент может забиться в экструдере).
PC (поликарбонат)
PC — это Боромир. Чрезвычайно прочный и термостойкий. Работать с ним — все равно что спорить с самим тестостероном: требуется невероятная стойкость, экстремальные условия (высокие температуры) и закрытый корпус, чтобы он на Кольцо Власти не поглядывал. Если вы ему это не предоставите, то от недовольства он покоробится и умрет смертью храбрых.
CF, GF (углерод- и стекловолокно, армирующие композиты)
CF и GF — это Пин и Мэри. Сами по себе они милые ребята, с которыми не всегда здороваются за руку, но в паре с более серьезными материалами они раскрывают их скрытый потенциал, делая их жестче и прочнее.
Углеволокно значительно увеличивает жесткость и термостойкость базового пластика, снижает усадку и коробление. Это более эффективный, но и более абразивный вариант, которому требуется твердосплавное или стальное сопло. Стекловолокно же, в свою очередь, увеличивает прочность и жесткость, менее абразивно, чем CF, но и менее эффективно.
Это не самостоятельные материалы, а композиты на основе нейлона, PLA, PETG или поликарбоната. А вот примеры материалов: PLA-CF, Nylon-CF (самый популярный вариант), PC-CF.
Специальные материалы
Специальные материалы — это Гендальф. Они не для обычных битв, а для решения невозможных задач магическими средствами. Появляются, когда хотят и где хотят, тяжело найти, легко потерять, невозможно забыть.
Вот несколько наиболее популярных спецматериалов:
- PVA (Polyvinyl Alcohol): водорастворимый материал-поддержка. Используется в двухэкструдерных принтерах для печати сложных поддержек, которые затем просто растворяются в воде.
- HIPS (High Impact Polystyrene): похож на ABS по свойствам, но растворяется в лимонене (лимонном масле). Также используется как поддержка для ABS.
- Flex-материалы (TPE, TPC): более мягкие и эластичные аналоги TPU.
- ASA (Acrylonitrile Styrene Acrylate): похож на ABS по прочности и термостойкости, но обладает высокой устойчивостью к УФ-излучению и погодным условиям. Идеален для деталей, постоянно находящихся на улице.
Опять куча воды? Хорошо-хорошо, больше таблиц повелителям таблиц.
Таблица рекомендаций по печати и областей применений
| Материал | Области применения | Рекомендации по печати ( в общем случае у каждого производителя есть свои таблицы с этими данными, которые могут немного «плавать») |
| PLA | • Декоративные фигурки или сувениры; • макеты и прототипы для оценки формы; • образовательные проекты, модели для хобби. | Сопло: 190-220°C. Стол: 45-60°C (не обязателен). Обдув: 100%. Идеален для новичков, не требует замка или корпуса. |
| PETG | • Функциональные прототипы и детали механизмов; • корпуса для электроники; • емкости, держатели, детали для улицы. | Сопло: 230-250°C. Стол: 75-85°C (обязателен). Обдув: 0-30%. Хранить в сухости. Сушка перед печатью обязательна. Требует настройки ретракта против стрингинга. |
| ABS | • Корпуса для электроники и бытовой техники; • автомобильные детали, подверженные нагреву; • функциональные детали с резьбой, конструкторы. | Сопло: 230-250°C. Стол: 100-110°C (обязателен). Обдув: Минимальный или отключен. Обязателен закрытый корпус и вентиляция. Использовать клей или ABS-сок для адгезии. |
| Nylon | • Функциональные детали: шестерни, втулки, защелки; • инструменты и оснастки; • детали с высокой ударной стойкостью. | Сопло: 240-260°C. Стол: 70-90°C. Обдув: минимальный. Обязательна сушка. Требует закрытого корпуса и спец. покрытия стола (клей ПВА, каптон). |
| TPU | • Протекторы, амортизаторы, уплотнители; • чехлы для телефонов, рукоятки инструментов; • гибкие шарниры, прототипы обуви. | Сопло: 220-240°C. Стол: 40-60°C. Обдув: 0-50%. Нужен прямой экструдер. Низкая скорость печати, ретракт отключен или минимален. |
| PC | • Высоконагруженные детали для авто и авиамоделирования, • защитные кожухи, светотехника, • функциональные прототипы с экстремальной прочностью. | Сопло: 270-310°C. Стол: 100-120°C (обязателен). Обдув: минимальный. Экстремальные условия. Обязателен закрытый корпус, стойкое сопло (сталь), сухой филамент. |
| PVA/HIPS | • PVA: водорастворимые поддержки для сложных моделей с PLA/PETG. • HIPS: поддержки для ABS, растворяемые в лимонене. | Сопло: 190-220°C (PVA), 230-250°C (HIPS). Стол: 45-60°C (PVA), 100-110°C (HIPS). Требуют второго экструдера. Хранить в вакууме. Быстро впитывают влагу. |
| CF | • Армирование Nylon, PLA, PETG для повышения жесткости и термостойкости. • Жесткие и легкие детали для дронов, робототехники. | Сопло: как у базового материала, но обязательно стальное или твердосплавное. Материал сильно абразивен, быстро изнашивает латунные сопла. Повышает хрупкость. |
| GF | • Армирование PLA, PETG для увеличения прочности и жесткости. • Менее абразивен, чем CF, но и менее эффективен. | Сопло: как у базового материала, рекомендуется стойкое сопло. Менее абразивный материал, чем CF-армирование, но также требует внимания к соплу. |
Выводы
После всего прочитанного у вас в голове сейчас каша из температур, усадки и обещаний «сверхпрочности».
Давайте расставим точки над «е» в бытовой 3D-печати на начальных этапах.
- Сначала вы будете печатать PLA. Это как первая любовь. Мило, пахнет печеньем, но любое столкновение с реальностью заканчивается трещиной.
- Потом вы попробуете ABS. Это как брак с истеричкой. Мощно, страстно, но пахнет токсичными отношениями и требует отдельной комнаты.
- В итоге вы, скорее всего, осядете на PETG. Это брак по расчету. Надежно, предсказуемо, не пахнет. Иногда оставляет «сопли», зато не сводит с ума скандалами и требованиями.
Постная правда о «крутых» материалах
- Nylon — это пластик-интроверт. Он так боится воды, что готов рассыпаться от одного вида ваших слез.
- TPU — пластик-акробат. Если ваш экструдер не прямого типа, он устроит там цирк, а вы будете главным клоуном.
- PC — пластик-самоубийца. Он коробится просто от плохого настроения, так что если вы только планируете начать заниматься 3D-печатью, даже не смотрите на него.
Золотые правила здоровых отношений
- Храните филамент так, будто от этого зависит исход Третьей мировой. Особенно если это Nylon (купите себе сушильный шкаф).
- Закрытый корпус — это не опция, а страховка от психического расстройства.
- 90% проблем решаются калибровкой стола и сушкой филамента. Остальные 10% не решаются.
Через месяц вы поймете, что можно было сразу купить PETG и сэкономить 5 000 рублей на нервных клетках, ведь его вполне достаточно, чтобы печатать гибких дракончиков и насадки на зубную щетку. Но для получения полного спектра эмоций вам надо пройти квест с орками, Мордором , эльфами и внезапной смертью Боромира в виде расслоившейся шестеренки.
Теперь идите и, в отличие от меня, напечатайте что-нибудь стоящее.